| 品牌:联友 | 售后服务:质保一年 | 订货号:400 |
| 型号:0.1 | 货号:002 | 类别:螺杆 |
| 表面硬度:900-1100hv | 直线度:0.015mm/m | 表面粗糙度:RA0.4UM |
| 材质:SACM645 | 适用范围:塑料机械 | 规格:22-300mm |
| 是否跨境货源:否 |
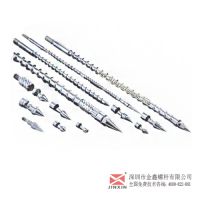
名 称:双合金螺杆料筒
产品类别:产品展示
产品介绍:
双合金螺杆料筒,双合金螺杆料管(注塑、挤出、押出)
产品基材选用优质合金钢(38CrMOALA)或铬钼合金钢黑色十字(SACM645),料筒内孔离心浇铸,基材选用镍基合金(Ni60),单边厚度约2.5-3mm,螺杆表面喷涂碳化钨合金,单边约1.5-2mm。
塑化时,螺杆随着後退。有效长度因此逐渐降低。加料行程(注射行程)越大,有效长度变化越大,轴向的温度亦越不均匀。熟悉挤出机的读者都知道挤出螺杆是不往後退的。因此,挤出的熔融是没有轴向温差的。若熔融温度相差15°C,成品的外观、机械性能等都不会平均。多腔的模具更会产生腔与腔之间的成品差异,甚至一腔不满,一腔飞边,况且此情况没有规律。
要改善这情况,注射行程应设计为B螺杆直径的4倍。有效长径比的变化亦因此为4。这样的话,注射行程便是A螺杆直径的4.4倍,亦是C螺杆直径的3.7倍。径向温差以A螺杆大,C螺杆小